 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] W wyrafinowanym świecie nowoczesnej produkcji, przemysłowy gumowy wałek jest niezbędnym elementem, który służy jako dotykowy interfejs pomiędzy maszyną a produktem. Niezależnie od tego, czy chodzi o szybki druk offsetowy, precyzyjne laminowanie folii, czy walcowanie na zimno stali o dużej wytrzymałości, te precyzyjnie zaprojektowane cylindry są odpowiedzialne za równomierne przyłożenie nacisku, spójne przenoszenie cieczy i delikatne obchodzenie się z delikatnymi podłożami. W miarę zbliżania się roku 2026 zapotrzebowanie na wyższe prędkości produkcji i węższe tolerancje sprawiło, że inżynieria rolek gumowych podniosła się z zakupu towaru do krytycznej specyfikacji technicznej. Wybór „właściwego” walca wiąże się ze złożonym powiązaniem chemii polimerów, inżynierii mechanicznej i nauk o powierzchni. Niewłaściwie dobrany elastomer lub nieprawidłowy twardość może prowadzić do katastrofalnych „przestojów”, wad powierzchni i nadmiernych strat materiału.
Wydajność i żywotność walca przemysłowego zależą przede wszystkim od właściwości chemicznych i fizycznych jego elastomerowej powłoki. W sektorze przemysłowym „guma” to szerokie pojęcie obejmujące szeroką gamę polimerów syntetycznych, z których każdy został zaprojektowany tak, aby przetrwać określone czynniki środowiskowe. Wybór odpowiedniego środka wymaga audytu całego procesu — od rozpuszczalników czyszczących używanych na koniec zmiany po szczytowe temperatury robocze podczas pracy z dużą prędkością.
Skład chemiczny wałka decyduje o jego odporności na „pęcznienie”, „pękanie” i „ścieranie”.
Oprócz składu chemicznego, „twardość” gumy mierzona na Shore’a w skali , jest decydującym czynnikiem wpływającym na jakość procesu.
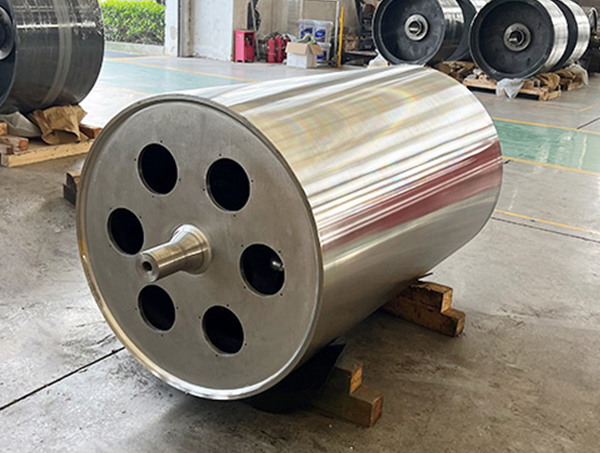
Integralność strukturalna wałka gumowego zależy w równym stopniu od jego wewnętrznego metalowego rdzenia i technologii klejenia, jak i od jego gumowej powłoki. Aby walec mógł osiągnąć „doskonałość operacyjną”, musi być idealnie koncentryczny i dynamicznie wyważony. Wszelkie wibracje lub „bicie” przy wysokich obrotach nieuchronnie spowodują „ślady drgań” na produkcie i przedwczesną awarię łożysk w maszynie. W 2026 roku profesjonalni producenci wykorzystują zaawansowane szlifowanie CNC i testy ultradźwiękowe, aby upewnić się, że wałek jest idealnym cylindrem od czopa do czopa.
Proces produkcyjny rozpoczyna się od Metalowy rdzeń , zwykle wykonane z rur stalowych o grubych ściankach, stali nierdzewnej (do użytku spożywczego i medycznego) lub lekkiego aluminium.
Aby zmaksymalizować zwrot z inwestycji (ROI) w walce przemysłowe, niezbędna jest kultura proaktywnej konserwacji. Z biegiem czasu wszystkie gumowe wałki ulegają „szkliwieniu” – procesowi, w którym ciepło i chemikalia powodują, że powierzchnia staje się gładka, twarda i niechłonna.
Tabela ta służy jako odniesienie techniczne dla inżynierów, umożliwiające dopasowanie środowiska procesowego do odpowiedniego profilu elastomeru i twardości.
| Proces przemysłowy | Kluczowy stresor | Zalecany elastomer | Twardość (Shore A) |
|---|---|---|---|
| Druk offsetowy | Atramenty na bazie oleju | Nitryl (NBR) | 25 - 45 |
| Laminowanie folii | Wysoka temperatura | Silikon | 50 - 70 |
| Obróbka metali | Wysoka ścieralność | Poliuretan (PU) | 80 - 95 |
| Barwienie tekstyliów | Woda i chemikalia | EPDM | 40 - 60 |
| Opakowania na żywność | Higiena / FDA | Biały silikon | 40 - 60 |
| Powłoka klejąca | Kleistość/klej | Nieprzywierający silikon | 30 - 50 |
Najbardziej oczywistą oznaką pęcznienia jest zmiana średnicy rolki lub „zmiękczenie” powierzchni gumy. Jeśli wałek jest fizycznie większy niż pierwotna specyfikacja lub jeśli powierzchnia sprawia wrażenie „gumowatej”, prawdopodobnie reaguje negatywnie na substancję chemiczną lub rozpuszczalnik w procesie.
Wyważanie dynamiczne to proces zapewniający równomierne rozłożenie ciężaru rolki wokół jej środka obrotu. Bez tego wałek obracający się z dużą prędkością wytworzy „siłę odśrodkową”, która powoduje wibracje, co prowadzi do niskiej jakości druku i mechanicznego uszkodzenia urządzenia.
Małe wyszczerbienia na powierzchni mogą czasami zostać „wyszlifowane” podczas procesu ponownego szlifowania. Jeśli jednak nacięcie dotrze do metalowego rdzenia, wałek należy „odzyskać”, ponieważ zlokalizowana łata prawie zawsze pozostawi „ślad” na podłożu podczas produkcji.



Dedykowane do opracowywania i produkcji różnych kształtów rolek o różnej strukturze rolek.
Telefon: +86-15371769898
E-mail: [email protected]
Dodaj: 9 Lifa Avenue, miasto Chengdong, hrabstwo Haian, miasto Nantong, prowincja Jiangsu, Chiny
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Wszelkie prawa zastrzeżone.





