 +86-15371769898
+86-15371769898 [email protected]
[email protected]
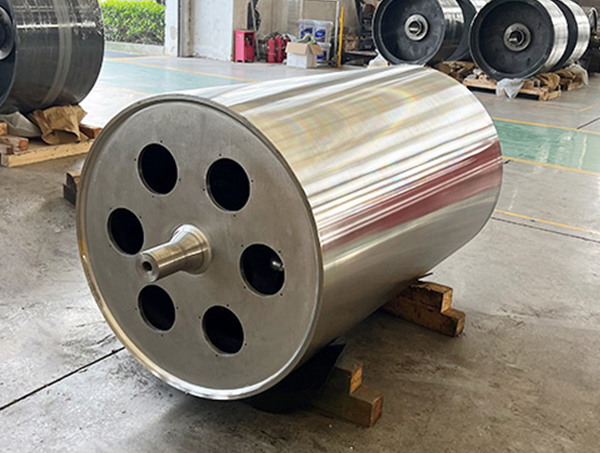
+86-15371769898[email protected]W liniach ciągłego hartowania nowoczesnej produkcji stali, Wałek hartujący wodę służy jako fizyczny szkielet, przenosząc rozżarzone do czerwoności stalowe płyty lub profile. Środowisko pracy w tym przedsiębiorstwie należy do najbardziej wyczerpujących w świecie przemysłowym. Korpus walca musi nie tylko wytrzymać obciążenia mechaniczne rzędu kilku ton, ale także utrzymywać dynamiczną równowagę pomiędzy ekstremalnymi temperaturami powierzchni (przekraczającymi 900°C) a wewnętrznym chłodzeniem wodą pod wysokim ciśnieniem.
Ten ekstremalny gradient temperatury nakłada prawie niemożliwe wymagania dotyczące właściwości fizycznych i chemicznych materiału. Nieprawidłowy dobór materiału prowadzi do przedwczesnego „pęknięcia ogniowego” na powierzchni rolki i może spowodować wygięcie lub odkształcenie korpusu rolki. To z kolei bezpośrednio wpływa na płaskość i parametry użytkowe końcowego produktu stalowego. Dlatego zrozumienie logiki metalurgicznej stojącej za wyborem materiału jest podstawą zapewnienia długoterminowej, stabilnej pracy linii produkcyjnej.
Istotą procesu hartowania jest szybkie schładzanie i Wałek hartujący wodę jest głównym narzędziem tego procesu. Kiedy rozpalona do czerwoności stal przechodzi przez wałek, powierzchnia styku natychmiast się nagrzewa; gdy wałek się obraca, ten sam obszar jest szybko schładzany przez rozpyloną wodę lub cyrkulację wewnętrzną. Te nieustające cykle termiczne są główną przyczyną awarii rolek.
Zmęczenie cieplne objawia się siecią drobnych pęknięć na powierzchni walca, powszechnie nazywanych w branży „pękaniem ogniowym”. Zjawisko to wynika z nierównomiernego rozszerzania i kurczenia się powierzchniowej warstwy materiału pod wpływem drastycznych różnic temperatur. Kiedy te cykliczne naprężenia przekraczają granicę sprężystości materiału, inicjują się mikroskopijne pęknięcia, które rozprzestrzeniają się do wewnątrz.
Aby sprostać temu wyzwaniu, wysoka wydajność Wałek hartujący wodęs zazwyczaj wykorzystuje się żeliwo o wysokiej zawartości chromu lub specjalistyczne stopy na bazie niklu. Dodając Chrom (Cr) i Nikiel (Ni) do matrycy, znacznie poprawia się odporność materiału na utlenianie i szok termiczny. Doskonały dobór stopu zapewnia, że walec utrzymuje niski współczynnik rozszerzalności cieplnej podczas częstych cykli ogrzewania i chłodzenia, spowalniając w ten sposób powstawanie pęknięć i wydłużając okresy międzyobsługowe.
W środowiskach obciążonych dużym obciążeniem i w wysokiej temperaturze materiały metaliczne ulegają powolnej, ale nieodwracalnej deformacji plastycznej, znanej jako Creep . W przypadku rolek hartowniczych, które wymagają wyjątkowo wysokiego wyrównania i koncentryczności, odkształcenie to jest śmiertelne.
Wykwalifikowany Wałek hartujący wodę musi posiadać doskonałą „czerwoną twardość” – zdolność do utrzymania wystarczającej wytrzymałości nawet wtedy, gdy świeci się na czerwono. Jeśli granica plastyczności materiału gwałtownie spadnie wraz ze wzrostem temperatury, wałek ulegnie „odkształceniu pełzającemu” pod dużym obciążeniem, co prowadzi do wibracji podczas transportu. To nie tylko powoduje uszkodzenie samego walca, ale także powoduje wgniecenia lub nierównomierne chłodzenie powierzchni blachy stalowej.
W preparatach metalurgicznych dodatek Molibden (Mo) skutecznie podnosi temperaturę rekrystalizacji stali, zwiększając jej odporność na pełzanie. Wanad (V) udoskonala strukturę ziaren i poprawia ogólną wytrzymałość materiału. Ta specyficzna konstrukcja chemiczna pozwala walcom hartowniczym klasy przemysłowej zachować swój doskonały kształt geometryczny nawet pod ekstremalnym ciśnieniem, zapewniając stałą jakość dalszych produktów.
Środowisko hartowania jest często nasycone parą o wysokiej temperaturze i różnymi dodatkami chemicznymi, co zwiększa odporność stali na korozję i utlenianie Wałek hartujący wodę tak samo ważna, jak jego wytrzymałość termiczna.
W wysokich temperaturach powierzchnie metalowe łatwo reagują z tlenem, tworząc kamień. Jeśli materiał wałka ma słabą odporność na utlenianie, powstały kamień może odpryskiwać i przyklejać się do gorącej stalowej płyty, powodując wgłębienia lub zadrapania. Stopy o wysokiej zawartości chromu tworzą gęstą, ochronną warstwę pasywacyjną na powierzchni walca, skutecznie blokując dalszą penetrację tlenu i zapewniając, że powierzchnia blachy stalowej pozostaje gładka jak lustro.
Nowoczesne walce hartownicze często mają konstrukcję wewnętrznych spiralnych kanałów chłodzących zapewniających równomierne odprowadzanie ciepła. Jednakże krążąca woda chłodząca może zawierać jony, które z czasem mogą prowadzić do wewnętrznej korozji wżerowej. Wybór materiałów o doskonałej odporności na wżery (takich jak stal nierdzewna 310S lub specjalistyczne stopy odlewane odśrodkowo) zapobiega przedostawaniu się wody chłodzącej przez ścianę i przedostawaniu się na linię produkcyjną, unikając nieplanowanych przestojów spowodowanych wyciekami.
Aby pomóc kierownikom ds. zakupów i personelowi technicznemu w ocenie materiałów, w poniższej tabeli porównano charakterystykę głównych materiałów używanych Wałek hartujący wodęs :
| Klasa materiału | Odporność na zmęczenie cieplne | Odporność na pełzanie | Odporność na utlenianie/korozję | Typowe zastosowanie |
|---|---|---|---|---|
| Żeliwo o wysokiej zawartości Cr | Umiarkowane | Znakomicie | Znakomicie | Walcowanie na gorąco blach grubych |
| Stal nierdzewna 310S | Znakomicie | Umiarkowane | Znakomicie | Ogólna obróbka cieplna |
| Stop odlewany odśrodkowo | Znakomicie | Znakomicie | Znakomicie | Szybkie i precyzyjne linie |
| Stal stopowa 40Cr | Umiarkowane | Umiarkowane | Umiarkowane | Transport w strefie niskich temperatur |
| Stopy niklu/kobaltu | Wyjątkowy | Wyjątkowy | Wyjątkowy | Stal lotnicza/specjalistyczna |
Oprócz wyboru materiału podstawowego, technologia obróbki powierzchni jest kluczową zmienną zwiększającą zwrot z inwestycji (ROI). Wałek hartujący wodęs .
Używanie Paliwo tlenowe o dużej prędkości (HVOF) W technologii natryskowej na powierzchnię walca można nałożyć cienką, ale niezwykle twardą warstwę węglika wolframu lub stopu chromu. Ten „pancerz” nie tylko kilkakrotnie zwiększa odporność na zużycie, ale także zapobiega „chwytaniu metalu”. Podczas obróbki wrażliwych gatunków stali technologia ta znacznie zmniejsza ryzyko defektów spowodowanych sklejaniem się metalu.
Skrawalność materiału ma również wpływ na wydajność. Materiały najwyższej jakości pozwalają inżynierom projektować bardziej złożone wewnętrzne ścieżki przepływu, eliminując w ten sposób „gorące punkty” spowodowane akumulacją ciepła. Jednolite pole temperatur znacznie zmniejsza naprężenia termiczne, a w połączeniu z odpowiednim materiałem może zwiększyć całkowitą żywotność walca o ponad 50%.
P1: Jak mogę sprawdzić, czy mój wałek gaszący wodę wymaga wymiany?
O: Poszukaj głębokiego rozprzestrzeniania się „pęknięć ogniowych” na powierzchni, zmierz, czy bicie promieniowe korpusu rolki przekracza wartości graniczne i sprawdź, czy temperatura na wylocie wewnętrznej wody chłodzącej nie jest nienormalnie wysoka.
P2: Dlaczego odlewanie odśrodkowe jest lepsze niż odlewanie statyczne w przypadku rolek hartowniczych?
O: Odlewanie odśrodkowe wykorzystuje siłę odśrodkową w celu wyeliminowania porowatości i żużla, co skutkuje znacznie drobniejszą i bardziej jednolitą strukturą ziaren, co prowadzi do doskonałej odporności na szok termiczny w wysokich temperaturach.
P3: Czy niewystarczający przepływ wody chłodzącej natychmiast uszkodzi wałek?
O: Tak. Nawet w przypadku najwyższej jakości stopów na bazie niklu, temperatury powierzchni wymkną się spod kontroli bez wewnętrznego chłodzenia, co doprowadzi do nieodwracalnej kruchości mikrostruktury lub poważnej deformacji.



Dedykowane do opracowywania i produkcji różnych kształtów rolek o różnej strukturze rolek.
Telefon: +86-15371769898
E-mail: [email protected]
Dodaj: 9 Lifa Avenue, miasto Chengdong, hrabstwo Haian, miasto Nantong, prowincja Jiangsu, Chiny
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Wszelkie prawa zastrzeżone.




